MIG Pulse / MultiProcess
High Pulse 352 RS-1, 452 RS-1, and 552 RS-1

Canaweld has developed a new line of high-tech products called the HighPulse RS Series in partnership with Merkle, Germany. Merkle is a leading manufacturer of MIG pulse welding machines in Germany and Europe, recognized as one of the best in the world. Thanks to patented technology, these machines are especially used by vehicle manufacturers in Europe.
The HighPulse line consists of Synergic PulseARC welding power sources designed for interfacing with robots, cobots, and CNC controllers. These machines are based on modern, highly efficient, high-performance 100 kHz inverter power modules, and 32-bit high-speed processors.
| HighPULSE Power Sources: | |
| HighPULSE 352 RS-1 | 20 – 350 A, 60 % |
| HighPULSE 452 RS-1 | 20 – 450 A, 50 % |
| HighPULSE 552 RS-1 | 20 – 550 A, 40 % |
OUR POWER SOURCES ARE PERFECTLY SUITED FOR THE FOLLOWING WELDING PROCESSES:
- MIG/MAG
- PulseARC
- MIG Brazing
- High-Performance Welding (HighPULSE 552 RS)
- DeepARC
- ColdMIG
- HighUP
- ProSWITCH
- lnterpulse
INTERFACE OPTIONS:
- Various versions of interface for control of the welding
- Power sources are available:
- Bus interfaces:
- DeviceNet
- CANopen
- Profibus
- lnterbus
- ProfiNet
- Ethernet
- other bus interfaces on demand
- Analog interface
- Digital job operation
Patented: Forced Wire Contact:
This Merkle patent ensures that the wire is consistently fed into contact with the contact tip through eccentric feeding into the tip holder. This guarantees permanent electrical contact between the wire and the contact tip under all conditions. The result is impeccable quality, process safety, and reliability even under the most challenging operating conditions.
To ensure reliable evacuation of wire dust, evacuation channels are integrated into the tip holder.
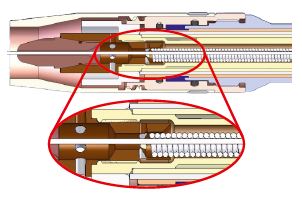
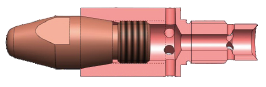
Conical Contact Tip:
The contact tip is received conically into the tip holder, increasing the contact area and improving cooling efficiency.
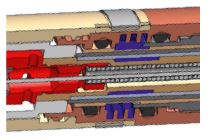
Twin Chamber Cooling System:
Our advanced cooling system ensures: Optimal cooling of the gas nozzle directly through the water jacket. Reliable heat transfer from inside the gun.
Automation and Robotic Welding Gun ROB 505 W:
The ROB 505 W guns are purposefully designed for integration with robots and cobots, offering versatility with various available neck angles to accommodate different welding applications and configurations.
Standard and High-Performance Gas Nozzles:
Both standard and high-performance gas nozzles are designed for optimized heat conduction and excellent mechanical stability, utilizing a combination of push-on and screw fixing mechanisms. The High-Performance gas nozzle is specifically engineered to withstand extreme heat loads, ensuring durability and reliable performance in demanding welding applications.

Automation and Robotic Welding Gun ROB 505 W:
| Comparison Table of Standard and High-Performance Gas Nozzles | ||
| Gas nozzle | Standard version | High performance version |
| Duty cycle* 60 % | 450 A ( 36 5 V ) | 500 A ( 39 V ) |
| Duty cycle* 100 % | 400 A ( 34 0 V ) | 450 A ( 36 5 V ) |

Optional Push-Pull System:
When welding with aluminum wires, very thin welding wires, or long hose assemblies, we recommend using our push-pull mechanism. This mechanism is attached between the welding gun body and the fixing flange, ensuring a continuous tension load on the welding wire. This setup guarantees reliable and consistent wire feeding under the most challenging conditions.

Hollow Wrist Robot Welding Gun ROB 355 W:
Our welding gun designed for hollow wrist robots incorporates all the advantages of our forced wire contact and twin chamber cooling technologies. The hose package allows for unlimited rotation about its own axis, enabling a full 360° rotation of the robot / cobot welding gun around the robot / cobot arm axis.

Water Cooling Unit WK 325:
This unit offers highly effective cooling capabilities, thanks to its highperformance water pump and heat exchanger. It includes an optional connector on the welding power source along with coolant pressure monitoring for enhanced performance and reliability.
* Please do remember to use Canaweld’s recommended cooling liquid.
High Performance Wire Feed Unit ROB
For standard cobots, robots, and automation:
- 4-roller wire feeder mechanism
- Wide speed range: 0.5 - 30 m/min
- Wire straightening module
- High-performance motor
- Gas test and purge functions


HighPULSE 352 RS-1
Cobot/Robot interface: bus interface (Profibus, DeviceNet, CANopen, interbus, analogue interface, etc.)
Communication: RS 232, ethernet 10 Mbit with Rj45 connector (option)
| Primary: | |
| Power supply: | 3 X 600 V |
| Frequency: | 50 / 60 Hz |
| Continuous. power: | 12 KVA |
| Continuous. current: | 12A |
| Max. current: | 17 A |
| Secondary: | |
| Open circuit voltage: | 57 V |
| Welding voltage: | 15-31.5 V |
| Welding current: | 20 – 350 A |
| Duty cycle 60% (104°F , 40°C): | 350 A |
| Duty cycle 100% (104°F , 40°C): | 300 A |
| Technical Specification | |
| Process | |
| Protection class: | IP 23 |
| Insulation class: | H |
| Cooling: | AF |
| Arc length: | Automatic energy control |
| Program capacity: | 512 programs |
| Programs: | MIG/MAG, PulseARC, MIG brazing, DeepARC, ColdMIG, HighUP,ProSWITCH, lnterPULSE |
| Program selection: | material, wire diameter and gas at the display (option) |
| Gas check: | button with hold function and automatic switch off |
| Wire inching: | button |
| Digital display: | current, voltage, wire feed speed and material thickness with pre-display and hold function. |
| Energy adjustment: | control via the interface, job operation mode! |
| LEDs: | mains, failure, temp. protection, hold function |
| Automated functions: | choke inductance, pulse shape,wire burn back adjustable at display, soft start programmable. |
| Job mode: | 2000 jobs programmable |
| Power source: | inverter |
| Sockets 95 mm² | earth lead and gun |
| Gun cooling: | external water cooler (option). |
| Stabilization: | ± 10 % power mains fluctuation |
| Norm: | CSA/EN 60974-1 “S” / CE |
| Air filter: | as a standard |
| Weight: | 112 lb. (51 kg) (Without Transformer) |
| Dimensions I x w x h: | 29.1 x 13.8 x 27.2 in. (740 x 350 x 690 mm) (Without Transformer) |
HighPULSE 452 RS-1
Cobot/Robot interface: bus interface (Profibus, DeviceNet, CANopen, interbus, analogue interface, etc.)
Communication: RS 232, ethernet 10 Mbit with Rj45 connector (option)
| Primary: | |
| Power supply: | 3 X 600 V* |
| Frequency: | 50 / 60 Hz |
| Continuous. power: | 14.4 KVA |
| Continuous. current: | 17 A |
| Max. current: | 23 A |
| Secondary: | |
| Open circuit voltage: | 72 V |
| Welding voltage: | 15-31.5V |
| Welding current: | 20 – 450 A |
| Duty cycle 50% (104°F , 40°C): | 450 A |
| Duty cycle 60% (104°F , 40°C): | 400 A |
| Duty cycle 100% (104°F , 40°C): | 330 A |
| Technical Specification | |
| Process | |
| Protection class: | IP 23 |
| Insulation class: | H |
| Cooling: | AF |
| Arc length: | Automatic energy control |
| Program capacity: | 512 programs |
| Programs: | MIG/MAG, PulseARC, MIG brazing, DeepARC, ColdMIG, HighUP,ProSWITCH, lnterPULSE |
| Program selection: | material, wire diameter and gas at the display (option) |
| Gas check: | button with hold function and automatic switch off |
| Wire inching: | button |
| Digital display: | current, voltage, wire feed speed and material thickness with pre-display and hold function. |
| Energy adjustment: | control via the interface, job operation mode! |
| LEDs: | mains, failure, temp. protection, hold function |
| Automated functions: | choke inductance, pulse shape,wire burn back adjustable at display, soft start programmable. |
| Job mode: | 2000 jobs programmable |
| Power source: | inverter |
| Sockets 95 mm² | earth lead and gun |
| Torch cooling: | external water cooler (option). |
| Stabilization: | ± 10 % power mains fluctuation |
| Norm: | CSA/EN 60974-1 “S” / CE |
| Air filter: | as a standard |
| Weight: | 137 lb. (62 kg) (Without Transformer) |
| Dimensions I x w x h: | 29.1 x 13.8 x 27.2 in. (740 x 350 x 690 mm) (Without Transformer) |
HighPULSE 552 RS-1
Cobot/Robot interface: bus interface (Profibus, DeviceNet, CANopen, interbus, analogue interface, etc.)
Communication: RS 232, ethernet 10 Mbit with Rj45 connector (option)
| Primary: | |
| Power supply: | 3 X 600 V |
| Frequency: | 50 / 60 Hz |
| Continuous. power: | 19.4 KVA |
| Continuous. current: | 19 A |
| Max. current: | 30 A |
| Secondary: | |
| Open circuit voltage: | 72 V |
| Welding voltage: | 15 – 41.5V |
| Welding current: | 20 – 550 A |
| Duty cycle 40% (104°F , 40°C): | 550 A |
| Duty cycle 60% (104°F , 40°C): | 470 A |
| Duty cycle 100%(104°F , 40°C): | 420 A |
| Technical Specification | |
| Process | |
| Protection class: | IP 23 |
| Insulation class: | H |
| Cooling: | AF |
| Arc length: | Automatic energy control |
| Program capacity: | 512 programs |
| Programs: | MIG/MAG, PulseARC, MIG brazing, DeepARC, ColdMIG, HighUP,ProSWITCH, lnterPULSE |
| Program selection: | material, wire diameter and gas at the display (option) |
| Gas check: | button with hold function and automatic switch off |
| Wire inching: | button |
| Digital display: | current, voltage, wire feed speed and material thickness with pre-display and hold function. |
| Energy adjustment: | control via the interface, job operation mode! |
| LEDs: | mains, failure, temp. protection, hold function |
| Automated functions: | choke inductance, pulse shape,wire burn back adjustable at display, soft start programmable. |
| Job mode: | 2000 jobs programmable |
| Power source: | inverter |
| Sockets 95 mm² | earth lead and gun |
| Torch cooling: | external water cooler (option). |
| Stabilization: | ± 10 % power mains fluctuation |
| Norm: | CSA/EN 60974-1 “S” / CE |
| Air filter: | as a standard |
| Weight: | 141 lb. (64 kg) (without transformer) |
| Dimensions I x w x h: | 29.1 x 13.8 x 27.2 in. (740 x 350 x 690 mm) (without transformer) |